Our Die Casting Technology Center is the heart of K1 Innovation + Performance. This is where we develop ever better tools and engineering solutions to meet the challenges of our customers.
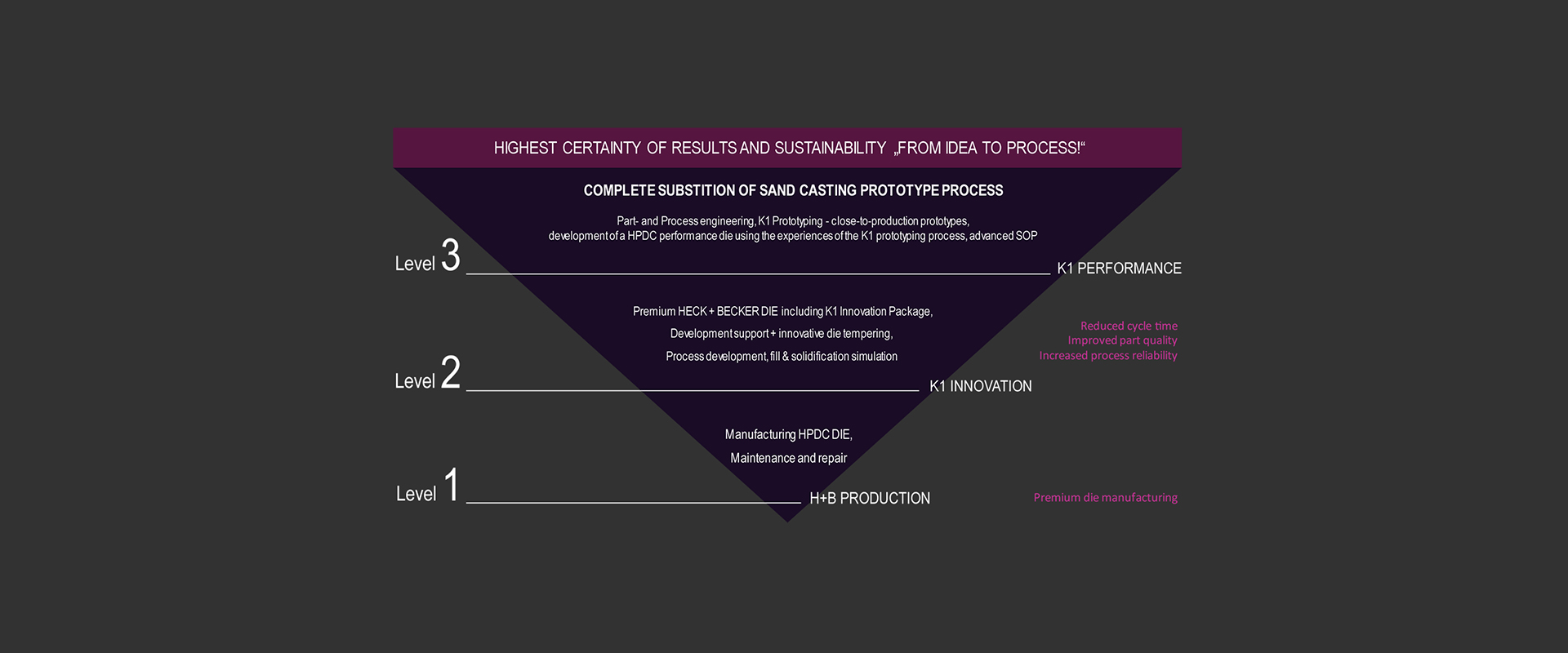
This is the basis for the K1 product family.
K1 Prototyping
HPDC prototypes in 12 weeks
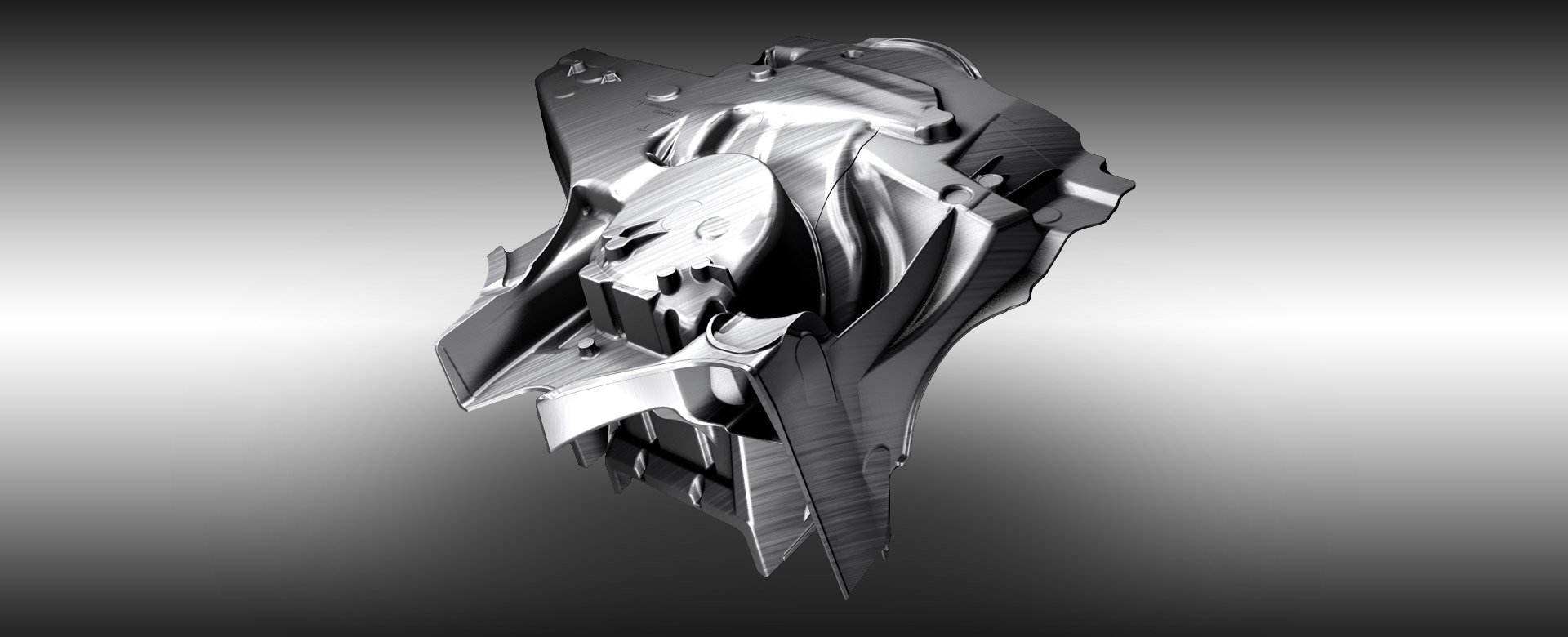
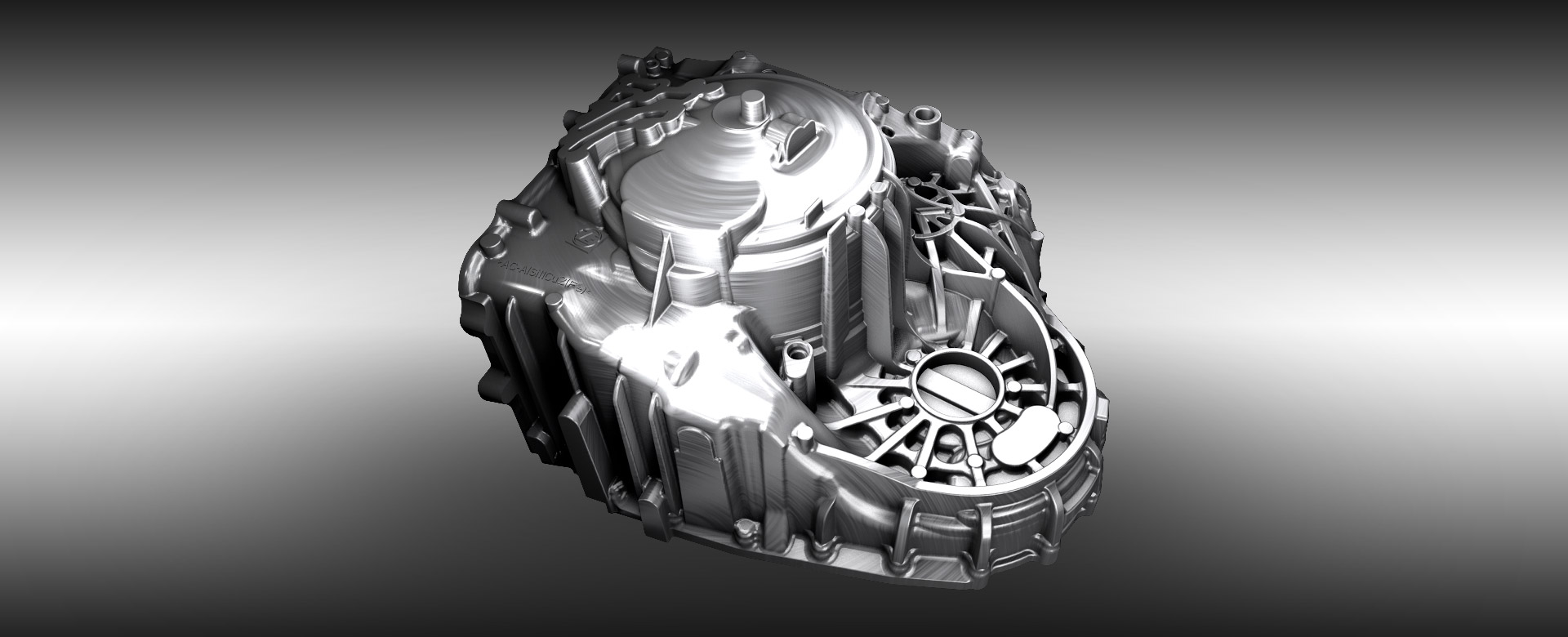
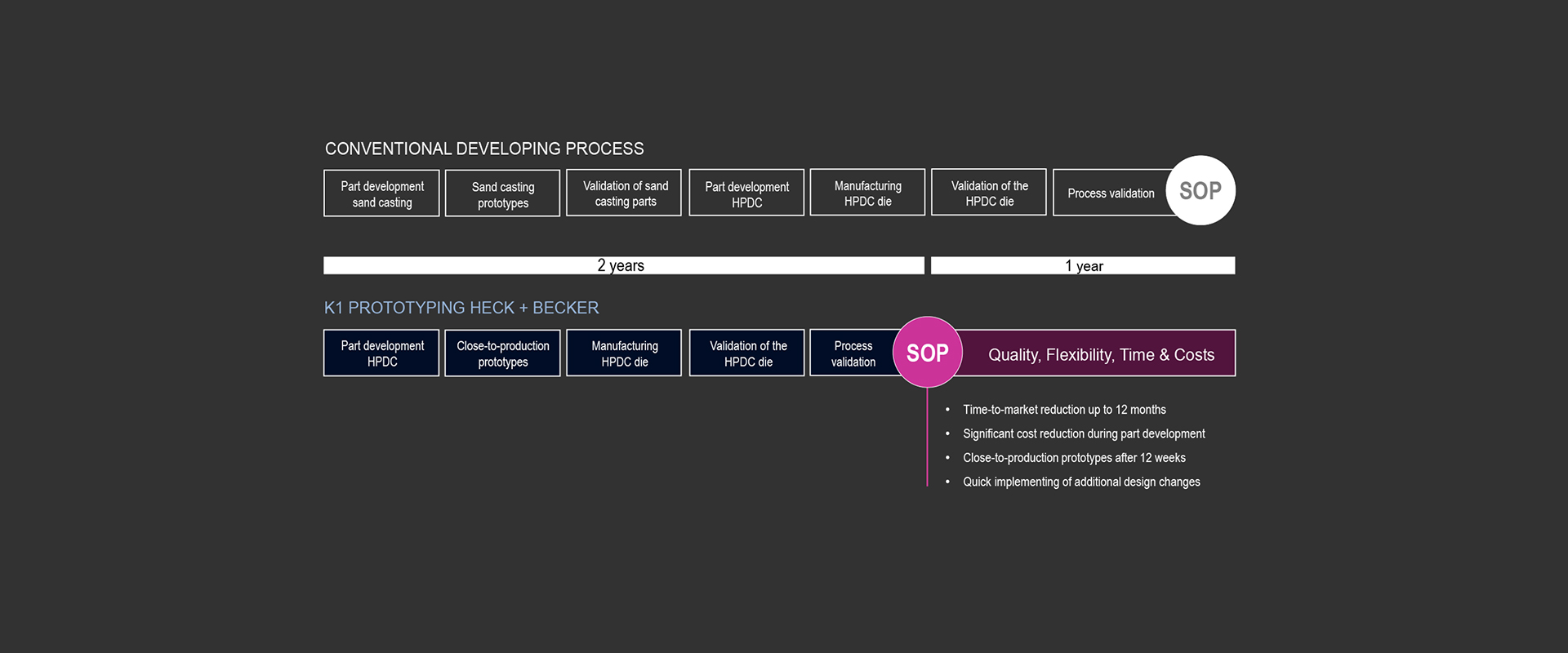
Sustainability through die casting competence! The development intervals for new drive technologies in the automotive industry have been considerably shortened in recent years. It is therefore becoming increasingly important to produce prototypes within a short period of time that demonstrate the properties of the subsequent series production parts. Until now, sand casting was the only way to manufacture comparable cast parts in a short time. The problem: These castings are only conditionally comparable with series production HPDC parts, meaning that “completely” developed die casting components of a series production HPDC die only achieve the required properties following extensive modifications.
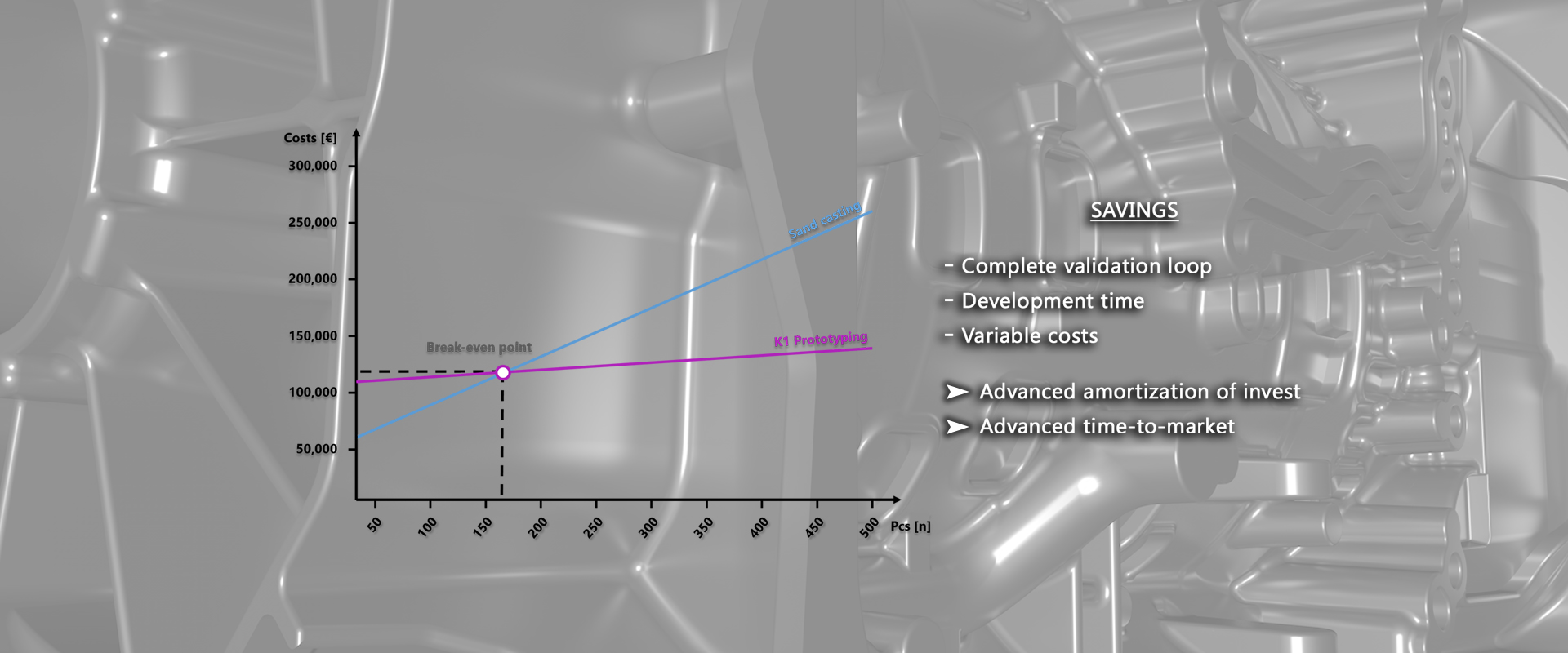
K1 Prototyping revolutionizes component development! At K1 Prototyping, we at Heck + Becker do not act as a classic toolmaker, but instead as your comprehensive engineering partner. With our K1 competence platform, we can analyze and optimize the feasibility of your components in the die casting process at a very early stage of development. K1 Prototyping enables the substitution of sand casting! Already 12 weeks after a preliminary “design-freeze” we supply you with die casting components with the properties of the later series production components, so that you can carry out initial trials at a very early stage with congruent components.
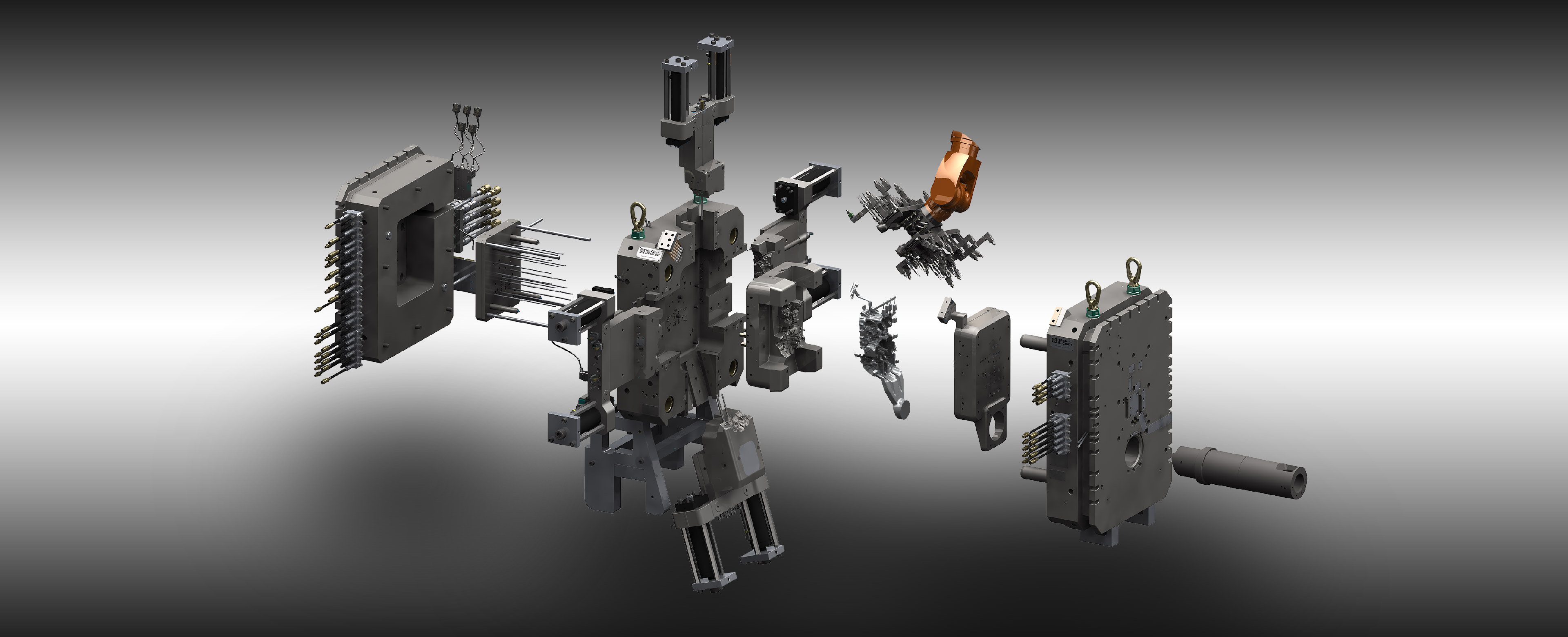
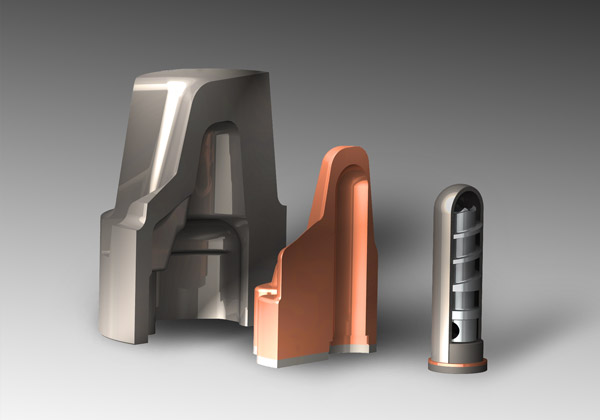
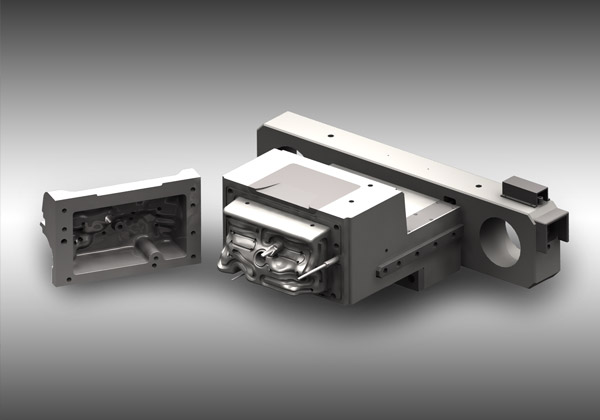
Worldwide unique prototype die casting die
![]()
Accelerated production time
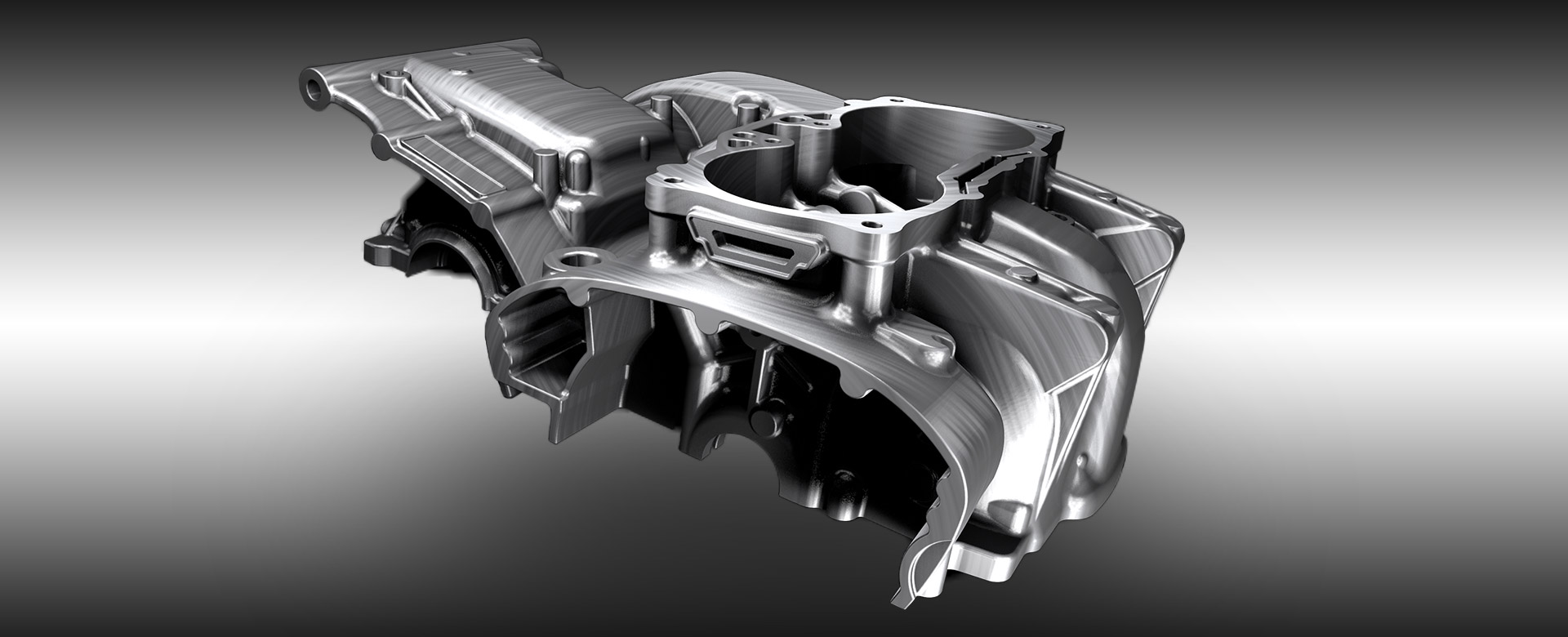
We enable the continuous further development of your castings. On the one hand, we offer maximum flexibility and time savings, because changes to the components giving the contour can be implemented within the shortest possible time. On the other hand, you can try out and analyse new casting technologies (vacuum, lost cores, temperature control) with us. In our attached Die Casting Technology Center (DTC) you can already cast your prototype castings in the first series with converging parameters for the subsequent series casting.
State-of-the-art systems technology gives you the opportunity to test and improve new and customer-specific technologies. For this purpose we have developed a unique HPDC die that is able to map all casting parts and geometries. The die manufacturing time is additionally accelerated by appropriate material selection and innovative manufacturing processes. Our K1 competence team is looking forward to meeting you!
INNOVATIVE TEMPERATURE CONTROL SYSTEMS
COPPER BOND COOLING
The principle of this cooling is based on the use of solid-state heat conduction in the spatial material composite of steel and copper. In this process, the steel forms the shell of the cavity including the entire outlining surface. This provides a high level of wear protection and mechanical stability. The copper is located inside the mold core and enables high heat dissipation. Copper and steel are connected completely diffusively. Due to the division of labour of the materials, you obtain a very stable contour component with the high thermal conductivity of copper.
3D COOLING
3D cooling leads to a homogeneous surface temperature. This reduces mechanical stresses, increases service life and significantly reduces cycle time. The offset close to the cavity enables very intensive cooling, which eliminates the usually high number of cooling holes. For example, the strength of the main bearing area for the crank shaft is increased considerably as a result. The sealing (leakage rate) of other components could be improved.

COPPER CARTRIDGE COOLING
Copper cartridge cooling is a preliminary stage of copper bonded cooling. Here we incorporate the copper cartridges under pressure into the cooling bores so that the entire surface of the copper is in contact with the steel, which ensures improved heat dissipation. The copper cartridge cooling enables you to achieve close contour temperature control with a distance of 20 mm to the mold cavity. If a defect should occur in the steel, the cooling is not affected by the additional copper layer, which means no direct downtime (closed circuit). In addition, the danger of a “water shot” is minimized.